Nevyžaduje osobitný dôkaz o tom, že vŕtačka v procese práce stráca ostrosť reznej časti, to znamená, že jednoducho hovorí, že sa stáva nudným. Tupý vrták nespôsobuje obavy, kým nie je potrebný. Potom sa náhle ukáže, že nie je možné pracovať s opotrebovaným alebo tupým vrtákom. Zostáva len ľutovať, že geometria a veľkosť vrtáka neboli obnovené včas. Tento článok vám vysvetlí, ako zostrihať špirálový vrták, ako aj vrták s tvrdým kužeľom na vŕtanie betónu.

Ako správne zaostriť vrták so špirálovým typom
Človek by sa nemal báť o ostrenie vŕtačky na strome, takýto vrták môže pracovať celé mesiace a dokonca roky bez ostrenia. Bohužiaľ, to nemožno povedať o vŕtačku na kov, ktorý musí byť nevyhnutne ostrý. To znamená, že môžete vŕtať kov s extrémne ostrým vrtom.
Ostré vŕtanie na začiatku vŕtania je charakteristické pre stratu ostrosti vŕtačky. Vŕtačka, ktorá nie je časom naostrená, produkuje viac tepla a preto sa opotrebováva ešte rýchlejšie ako ostrá.
Vrták môžete zaostriť na špeciálnych strojoch alebo pomocou nástrojov. Prirodzene, ak je to možné, je vhodnejšie to urobiť na špeciálnom zariadení. Ale v domácej dielni týchto strojov, spravidla nie, takže musíte použiť obyčajný elektrický brúska s kameňom.

Hlavné komponenty skrutkovacieho vrtáka.
Takže uvažujme, ako zostrihať kovovú vŕtačku? Typ brúsenia závisí od tvaru, ktorý by mal byť aplikovaný na zadný povrch vrtáka a môže byť jednovrstvový, dvojúrovňový, kužeľovitý, valcový a skrutkový.
Brúsenie vŕtačky sa vykonáva na zadných okrajoch. Obidva zuby (pero) vŕtačky by mali byť ostré presne. Manuálne to nie je jednoduché. Tiež nie je ľahké ručne udržiavať požadovaný tvar zadnej strany a požadovaný uhol chrbta.
1. Jednoúrovňové ostrenie vŕtačky sa vyznačuje tým, že zadný povrch pera je vytvorený vo forme jednej roviny. Uhol chrbta je v tomto prípade 28 až 30 °. Vrták sa jednoducho pripevní na kruh, takže rezná časť beží rovnobežne s kruhom a neotáča sa, bez pohybu vrtáka, sa vykonáva ostrenie. S takýmto ostrím pri vŕtaní je možné vyrezať rezné hrany vrtáka, čo je nevýhodou tohto spôsobu ostrenia. Je to najjednoduchší spôsob ručného brúsenia, ktorý sa dá použiť pre tenký vrták s priemerom 3 mm.
2. Vŕtačky s priemerom väčším ako 3 mm sú prednostne kužeľovo ostré. Manuálne bez zručností je takéto ostrenie ťažké, ale možné. Vŕtačka sa vykonáva s ľavou rukou pracovnou časťou čo najbližšie k nasávaciemu kužeľu a pravá ruka za chvostom. Vŕtačka sa pritlačí na koniec brúsneho kameňa reznou hranou a povrchom zadného dielu a pravou rukou sa mierne rozsvieti, čím sa vytvorí zužujúci sa povrch na zadnej strane peria. Vrták počas ostrenia sa neoddeľuje od kameňa, pohyby rúk sú pomalé a hladké. Pre druhé pero sa všetko opakuje rovnakým spôsobom. 
Premiestnite vrták s ostria k brúsnemu kotúču.

Vrták otočte na dno a potom znova nahor.
Pri ostrení by ste sa mali pokúsiť čo najviac zachovať pôvodný tvar výrobného povrchu zadnej časti, aby sa zachovali požadované zadné rohy. Ak sa brúsenie vykonáva správne, potom na vrtákoch s priemerom do 10 mm postačuje. Pri priemeroch vyšších ako 10 mm je možné toto zaostrenie vylepšiť orezaním prednej plochy, ako je znázornené na fotografii:

Bod pod prednou plochou.
Aký je bod bodu? Znížením uhla sklonu a zväčšením uhla reznej hrany sa zvyšuje odolnosť proti odštiepeniu, čo zvyšuje životnosť vrtáka. Okrem toho sa zmenší šírka priečnej hrany. Priečny okraj nevyvŕta, ale zoškrabáva kov v strednej časti otvoru. Na druhom obrázku je jasne vidieť, že sa tu skracuje, čo uľahčuje vŕtanie.
Pri vrtákoch so zvoleným malým uhlom chrbta je možné zadný povrch ďalej ostriť. Vrták je menší ako t v otvore otvoru so zadným povrchom. Pozri foto:

Podrezanie je podrezané.
Vo výrobných podmienkach po brúsení sa spravidla vykonáva dokončovanie, ktoré vyhladzuje povrch a odstraňuje malé zárezy. Vŕtačka, na ktorej je dokončená povrchová úprava, sa opotrebováva menej ako len naostrený vrták. Ak je to možné, mali by ste dokončiť.
Na konečnú úpravu je potrebné použiť brúsne kamene zo zeleného karbidu kremíka (trieda 63C, zrnitosť 5-6, tvrdosť M3-CM1) na bakelitovej väzbe a tiež kruhy z elbor LO (zrnitosť 6-8) na bakelitovej väzbe ,
Nižšie uvádzame vašej pozornosti vynikajúci výber tréningových videí tým, že sa pozeráte na to, na čo môžete presne zaostriť vaše cvičenia.
Video: Ručné ostrenie špirálových vrtákov. Časť - 1.
Video: Ostrenie špirálových vrtákov.Časť - 2.
Video: Ostrenie špirálových vrtákov. Časť - 2.
Video: Šitie v rebrovaní prepojky. Časť - 3.
Video: Ostrenie vŕtačky je aplikácia.
Video: Ostrenie vŕtačky je aplikácia.
Ako zaostriť špicatý vrták s kohútikmi
Špicatý vrták sa môže tiež otupiť. Tupá vŕtačka sa počas prevádzky prehrieva, zle vŕta a vytvára silný kričiaci zvuk. Samozrejme, že môžete zmeniť vŕtačku zakúpením nového, ale je lepšie ho uložiť a zaostriť vlastnými rukami. K tomu budete potrebovať brúsku (elektrický orezávač) s diamantovým kameňom a chladiacou kvapalinou. Bežný bridlicový kameň nie je dobrý pre ostrenie vŕtačky z víťazstva. Predtým, ako začnete ostrenie, uistite sa, že je to možné. Na tento účel odmerajte výšku reznej časti vrtáka. S výškou reznej časti vŕtačky je možné spájkovanie približne 10 mm.
Nezabudnite: čím je materiál ťažší, tým nižšia by mala byť rýchlosť brúsenia. Uhlová rýchlosť (počet otáčok kameňa) pri brúsení najchudobnejšieho vrtáka by sa mala znížiť bez ohľadu na to, aký nástroj sa používa na ostrenie.
Brúsenie vŕtačky sa vykonáva krátkymi dotykmi so vŕtačkou z brúsneho kameňa. Vŕtačka Pobeditovoe rýchlo ostrie, spravidla stačí len vyladiť tam uvoľnené okraje, takže by ste mali starostlivo kontrolovať proces tak, aby nedošlo k odrezaniu prebytku z pracovného povrchu vrtáku.
Odporúča sa brúsiť vŕtačky s kohútikmi podobne ako jednoduché vŕtačky s malým priemerom, t. Súčasne by mal byť zadný povrch nabrúsený, ako je znázornené na obrázku, brúsením vrtáka do spájkovania:

Honované vŕtačky s spájkovaním.
Odporúča sa ostriť predný povrch. Ak sa spájkovanie už vykonáva až po samotnom vŕtacom stroji, potom jednoducho nemôžete robiť bez podrezania, pretože mäkký kov vystupuje z čelnej plochy na reznú hranu. Predná plocha súčasne podkopáva tak, že hrúbka stredu spájkovania je menšia.

Bod spájkovania pod predným povrchom.
Počas ostrenia vŕtačky sa snažte byť presný a dávajte pozor, aby jeho strany rezu mali rovnakú veľkosť. Ak sa to nedá dosiahnuť, potom bude stred odsadenia chrbtice nevyhnutne viesť k tomu, že vŕtaný otvor bude zväčšený a nerovný. Bez ohľadu na zariadenie, na ktorom sa brúsenie vykonáva, je potrebné riadiť pomer predných a zadných rohov reznej hrany v smere otáčania. Ďalšie pravidlo, ktoré by sa malo dodržiavať, aby sa vrták správne brúsil na betóne: čím je materiál ťažší, tým väčší je uhol ostrenia. Vyhrať je 170 stupňov.
Počas procesu brúsenia sa vrták nesmie zahrievať, pretože sa môžu vyskytnúť trhliny a karbidové dosky sa môžu uvoľniť. Aby sa tomu zabránilo, pravidelne vrták chladte kvapalinou. Na chladenie môžete použiť bežnú vodu.
Ponúkame vidieť výber videí na ostrihanie vrtákov s pokavitovymi tipped.
Video: Ostriace vŕtačky pre dierovanie. Časť - 1.
Video: Ostrenie vrtákov pre dierovač. Časť - 2.
Video: Ostriace vŕtačky pre razník. Časť - 2.
Vyhľadávanie
Súvisiace články
nástroj na sústruženie, delenie a delenie

Profesná kariéra bola vždy vyhľadávaná a prestížna. Dnes, schopnosť robiť krásne drevorezby môže byť nielen skvelý spôsob, ako zarobiť dobré peniaze, ale aj vzrušujúce hobby. Aby však rezbárstvo p...
Ako zriediť cement bez piesku

Je dobre známe, že na prípravu klasickej cementovej zmesi sa počiatočné tri frakcie piesku hnetia s jednou frakciou cementu. Existuje však mnoho ďalších typov cementových mált, ktorých podiely sa výra...
Ktoré lietadlo si vybrať: hlavné vlastnosti, populárne výrobcovia

Pri vykonávaní opravárenských alebo stavebných prác je často potrebné stretnúť sa s potrebou spracovania dreva. Na tieto účely sa používa hobľovačka, pomocou ktorej je možné nielen vyrovnať drevený...
Piglitrové radiátory - technické charakteristiky vykurovacích zariadení + Video

Zdá sa, že nastal čas dať sa do liatinových radiátorov, ktoré vynašiel v roku 1857 vynálezca Franz San Galli. Tí, ktorí vyrábajú bimetalické alebo hliníkové výrobky, sú si tým istí. Rovnako ako liat...
Kuchynský stôl to urobíte sami
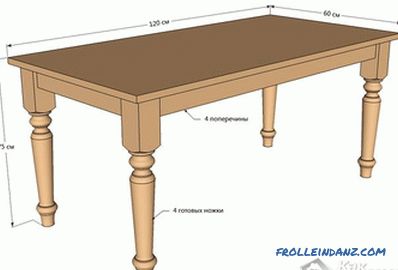
Bez ohľadu na veľkosť kuchyne, či už ide o priestrannú kuchyňu v novej budove, vidiecky dom alebo malý v malej rodine, najdôležitejším kusom nábytku je kuchynský stôl. Na výrobu stolov sa dnes použí...